The Advantages of Ultrasonic Welding for Rubber Applications
Ultrasonic welding is a widely used joining technique in various industries, including the medical, automotive, and consumer sectors. It offers numerous benefits, including fast and clean production cycles, high weld strength, and the ability to create liquid and airtight weld lines. While ultrasonic welding is commonly associated with plastic materials, it is also an effective method for joining rubber components. In this article, we will explore the advantages of ultrasonic welding for rubber applications, the process behind it, and the key considerations for successful welds.
1. Understanding Ultrasonic Welding
1.1 The Basics of Ultrasonic Welding
Ultrasonic welding is a process that uses high-frequency vibrations to generate heat and create a bond between two or more materials. These vibrations, typically in the range of 20 to 40 kHz, are converted into low-amplitude mechanical vibrations. The heat generated during the process is a result of surface friction and intermolecular friction within the materials being welded. As a result, the materials melt at the joint interface, allowing them to fuse together.
1.2 Advantages of Ultrasonic Welding
Ultrasonic welding offers several advantages over traditional bonding methods, particularly for rubber applications. These advantages include:
- Speed and Efficiency: Ultrasonic welding is a fast and efficient process, allowing for high-speed production cycles. It is also energy-efficient, leading to lower costs compared to other assembly methods.
- Strong and Reliable Bonds: Ultrasonic welding produces strong welds with high bond strength. The resulting joints are durable and resistant to mechanical stress, ensuring the longevity and reliability of the assembled components.
- Clean and Contamination-Free: Unlike adhesive bonding, ultrasonic welding does not require the use of additional materials such as adhesives or solvents. This eliminates the risk of contamination and ensures a clean and pure weld.
- Versatility: Ultrasonic welding can be easily automated and controlled by machine parameters, making it suitable for a wide range of rubber applications. The process can be adjusted to accommodate different material properties and joint designs.
2. Ultrasonic Welding of Rubber
2.1 The Suitability of Rubber for Ultrasonic Welding
Rubber, a versatile and flexible material, is commonly used in various industries due to its unique properties. However, welding rubber can be challenging using traditional methods. Ultrasonic welding provides an effective solution, enabling the bonding of rubber components with precision and efficiency.
2.2 Rubber Types Suitable for Ultrasonic Welding
Not all types of rubber are suitable for ultrasonic welding. The success of the process depends on the material's ability to efficiently transmit and absorb vibrations, allowing for the buildup of localized heat. Some rubber types that are commonly used in ultrasonic welding include:
- Silicone Rubber: Silicone rubber is a popular choice for ultrasonic welding due to its excellent heat resistance and flexibility. It can withstand high temperatures without losing its mechanical properties, making it ideal for applications that require exposure to extreme conditions.
- Thermoplastic Elastomers (TPE): TPEs combine the characteristics of rubber and plastic, offering both flexibility and processability. These materials can be easily welded using ultrasonic techniques, providing a reliable bond for various applications.
- Fluoroelastomers: Fluoroelastomers, such as Viton®, are known for their exceptional chemical resistance and high-temperature stability. Ultrasonic welding can effectively join fluoroelastomer components, ensuring the integrity of the final product.
3. The Ultrasonic Welding Process for Rubber
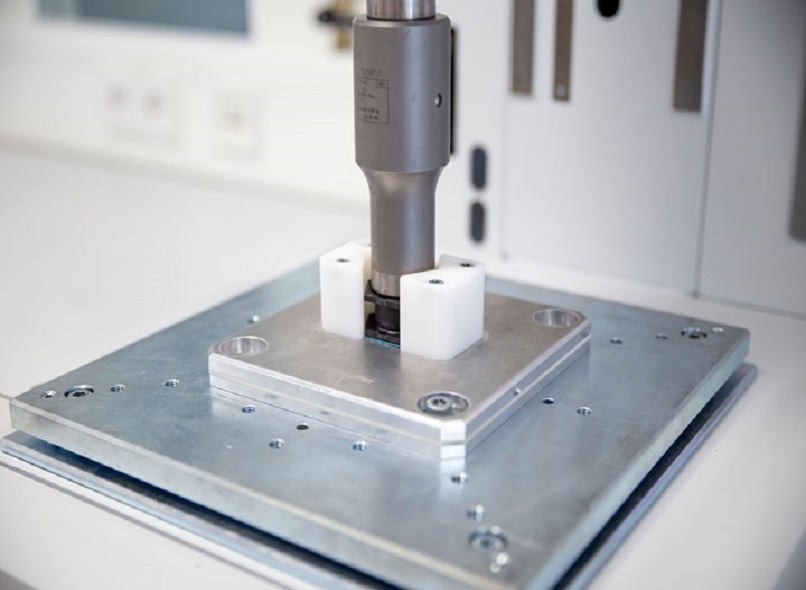
3.1 Equipment and Setup
The ultrasonic welding process for rubber requires specialized equipment, including an ultrasonic welding machine and a horn or sonotrode. The horn is placed on top of the materials to be welded, and ultrasonic vibrations are applied through it. The parts to be joined are fixed in fixtures to ensure proper alignment and uniform pressure during welding.
3.2 Joint Design and Energy Director
Successful ultrasonic welding of rubber relies on careful joint design and the incorporation of an energy director. The energy director is a protrusion or feature molded into one of the parts to concentrate the ultrasonic energy and facilitate the melting process. It is crucial to position the energy director symmetrically within the joint area for optimal results.
3.3 The Welding Process
The welding process itself consists of several phases:
- Phase 1 - Energy Director Contact: The ultrasonic energy is applied, causing the energy director to come into contact with the counterpart and initiate melting. Initially, there is rapid displacement, which gradually slows down as the energy director spreads out.
- Phase 2 - Melting and Joining: The lower and upper parts begin to melt together through the developing melt layer. The energy director is not completely molten at this point, and the process is still in an unsteady state.
- Phase 3 - Homogenous Melt Layer Formation: A constant melt layer with a uniform temperature distribution forms between the parts. This phase can be controlled by various parameters such as time, energy, force, or distance.
- Phase 4 - Cooling and Bond Formation: The pressure is maintained, allowing the melt to cool and solidify, creating a strong bond between the rubber components.
4. Considerations for Successful Ultrasonic Welding of Rubber
4.1 Material Properties
The success of ultrasonic welding of rubber depends on understanding the material properties and selecting the appropriate rubber types for the desired application. Factors such as mechanical properties, thermal and rheology properties, and the presence of additives or fillers can influence the welding process.
4.2 Joint Design and Fixture Considerations
Careful consideration should be given to the joint design to ensure optimal energy transmission and a reliable bond. Rounded edges and corners help prevent crazing and destruction of the parts. Fixtures should be used to secure the parts in alignment, enabling efficient energy transmission and uniform pressure during welding.
4.3 Machine Parameters
Adjusting the machine parameters is crucial for achieving successful ultrasonic welds. Key parameters include weld time, weld pressure or force, and amplitude. Optimization of these parameters ensures proper energy transmission, adequate melting of the rubber, and the formation of a strong bond.
4.4 Additional Factors
Other factors, such as the presence of external release agents, internal lubricants, plasticizers, impact modifiers, and colorants, can impact the ultrasonic welding process. It is essential to consider these factors and conduct experiments to determine their effects on the welding outcome.
Conclusion
Ultrasonic welding offers significant advantages for joining rubber components, providing fast, reliable, and contamination-free bonding. By understanding the principles of ultrasonic welding, selecting suitable rubber materials, and optimizing the weld parameters, manufacturers can achieve strong and durable connections in their rubber applications. With its versatility and efficiency, ultrasonic welding continues to be a valuable technique for the production of high-quality rubber products.
See more application of ultrasonic welding